
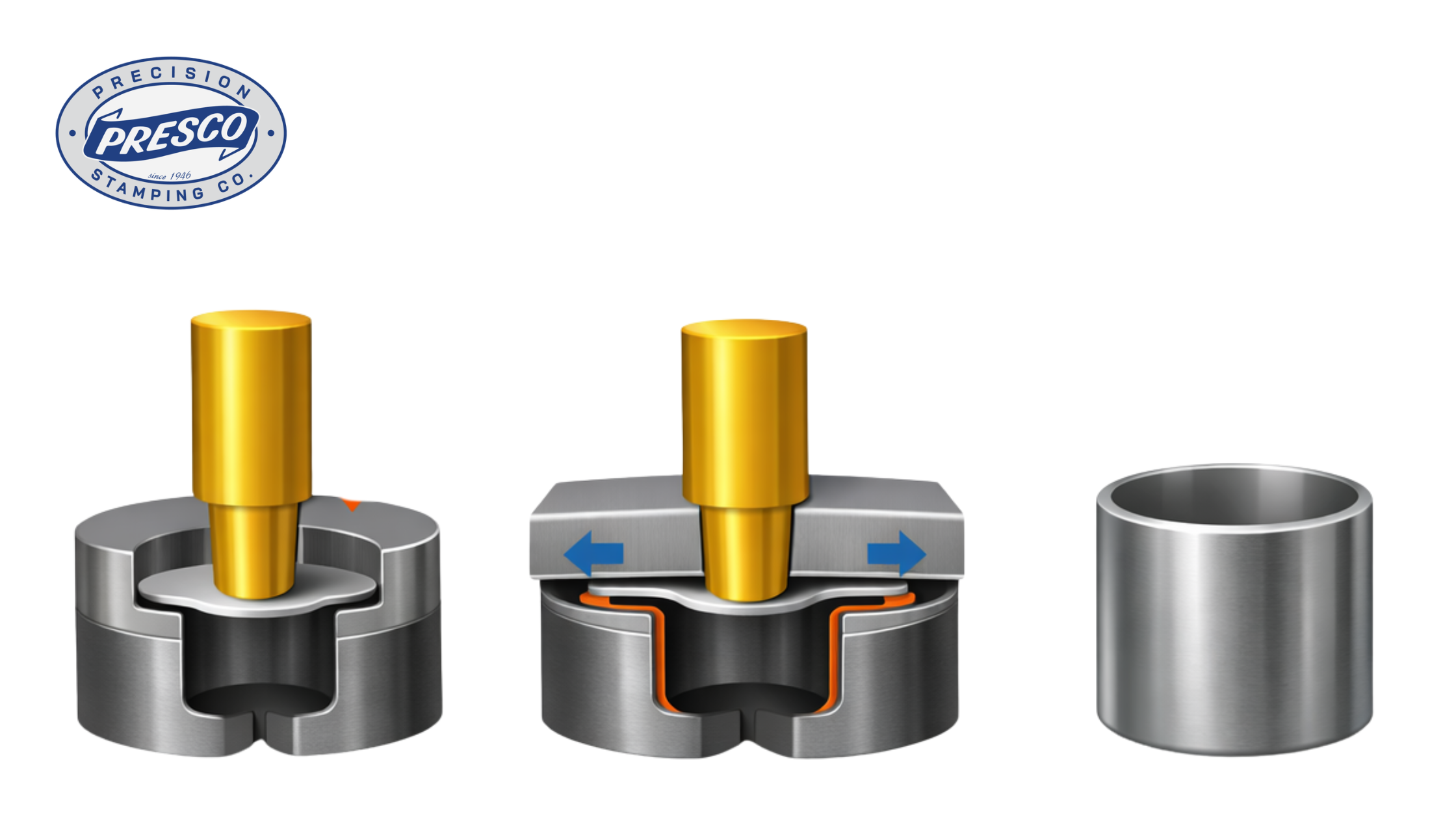
When evaluating how to manufacture a precision metal component, process selection has a direct impact on cost and long-term production stability. Deep draw stamping creates complex 3D geometry through a forming process rather than removing material from a solid block through machining or turning and that distinction matters economically.
The forming approach enables faster cycle times and lower piece prices. When a component is designed to be stamped successfully, high-volume output can reach thousands of parts per hour, making the upfront tooling investment worthwhile many times over. It also opens the door to eliminating costly secondary operations entirely.
If you’re sourcing a deep drawn metal component, the success of your program is often decided long before the first tool is built. Drawing ratios, wall geometry, and material selection directly impact feasibility, cost, and long-term production stability.
This guide outlines what OEM engineers and sourcing teams should evaluate before committing to a deep draw stamping program.
#1: Evaluate Part Geometry for Deep Draw Feasibility
The core feasibility question for any deep draw program is whether your part’s geometry can be formed through a stamping process and whether that process will be more economical than alternatives like machining or CNC turning.
Parts that are well-suited for deep draw stamping typically share a few characteristics:
- A seamless cylindrical or box-like shape
- High strength-to-weight ratio
- Relatively consistent wall thickness throughout the part
The process also supports tight tolerances and delivers consistent quality across high-volume production runs which is where the economics of stamping over machining become most apparent.
Where significant depth or tight diameter transitions are involved, additional forming stages may be required — but that affects process planning, not stampability itself. Material choice plays a role as well, since not every alloy responds the same way under plastic deformation conditions.
Bringing final geometry, functional tolerances, assembly stackup data, and material constraints to early conversations allows forming feasibility to be validated before tooling begins.
#2: Design Wall Ratios That Support Structural Integrity
Wall geometry directly affects part stability in production and long-term repeatability across millions of cycles. During forming, material flows from the flat blank or flange into the die cavity. Uneven flow causes localized thinning. Insufficient blank holding force leads to wrinkling, and excessive forces can result in tearing.
To preserve structural performance and maintain controlled material flow, incorporate the following wall design principles:
- Maintain Uniform Geometry: Use radiused transitions and consistent wall thickness to distribute strain evenly.
- Size Radii & Pierce Features Proportionally: Design part radii and pierces proportional to material thickness to control material flow and help extend the life of the tooling.
- Manage Blank Holding Force: Apply sufficient holding pressure to control material flow and prevent excessive flange thickening or wrinkling.
- Anticipate Controlled Thinning: Accept predictable thinning and consider the use of finite element analysis (FEA) forming simulations to forecast stress–strain distribution before investing in tooling development, while ensuring design features and process parameters do not impede natural material flow during forming.
#3: Select Materials Based on Formability and Production Stability
A material’s mechanical properties directly influence whether a drawing operation will be successful or not. High-strength alloys may improve in-service performance, but they often reduce formability unless additional stages or thermal processing (annealing) are incorporated, which increases production costs and piece price
Materials with higher ductility and favorable strain hardening characteristics allow for deeper draws with fewer defects.
Here’s a closer look at common materials in deep draw applications:
- Aluminum Alloys: Not all aluminum is created equal for deep draw. The 3000 series (alloyed with manganese) offers excellent formability and is one of the most reliable choices for deep drawn aluminum parts. Other aluminum series, most of which are magnesium-alloyed, have significantly lower formability and are not typically suited for deep drawing.
- Low Carbon Steel
Low carbon steel is one of the most widely used materials in deep draw stamping. The formability of carbon steel is directly influenced by carbon content — lower carbon correlates with improved drawability. For demanding draw applications, two grades stand out:
- AKDQ (Aluminum Killed, Drawn Quality): Designed specifically for drawing operations, offering consistent grain structure and predictable forming behavior.
- EDDS (Extra Deep Draw Steel): The highest formability grade of low carbon steel, used when depth and geometry push standard drawing limits.
- Stainless Steel
Stainless steels have good formability across most grades, but it work-hardens more aggressively than carbon steel, which must be accounted for in draw planning. Nickel content and grain size are key drivers of formability: higher nickel content generally correlates with better ductility and drawing performance.
- Copper and Brass: Both copper and brass are highly formable materials, well-suited for deep draw applications requiring electrical conductivity or decorative finishes.
| Material | Relative Formability | Typical Applications |
|---|---|---|
| Materials with low elongation | Poor | Structural components |
| Aluminum (3000 Series) | Good | Lightweight housings, EV components |
| Low Carbon Steel (AKDQ / EDDS) | High | Industrial and appliance components |
| Stainless Steel | Good | Corrosion-resistant enclosures |
| Copper and Brass | Very High | Electrical and decorative components |
In high-volume deep draw stamping, even minor material variability can shift forming performance outside acceptable limits. That’s why material validation is an important step in determining how robust a forming process will be long-term. In high-volume stamping, contending with heat-to-heat and coil-to-coil variations in material properties will be inevitable. Understanding the acceptable range of variability goes a long way towards achieving success with any metal stamping process.
What a Structured DFM Review Should Cover Before Tooling Begins
Once geometry and material constraints are defined, early collaboration reduces iteration cycles, improves first-pass yield, and supports predictable production costs.
Geometry
- Avoid sharp corners and abrupt transitions that aren’t critical to the function of the part
- Standardize radii relative to part thickness.
- Favor symmetrical configurations when possible.
- Limit sudden changes in wall height or diameter.
- Maintain smooth feature transitions across the part.
- Identify dimensions that are critical to part function early and separate cosmetic and non-value added features
- Apply tight tolerances only where functionally necessary and set tolerance ranges based on forming capability and functional requirements
Draw Planning
- Confirm drawing ratio feasibility early.
- Optimize blank size to reduce scrap and improve material flow.
- Validate forming limits through simulation or testing.
- Align punch-to-die clearances with material thickness
PRESCO Gets Deep Draw Stamping Right From Beginning to End
Most deep draw failures are not press-floor problems. They are design-stage misalignments. Early engineering collaboration reduces revision cycles, protects tooling investment, and improves first-pass yield.
If your team is evaluating a deep draw component, validating these factors upfront can prevent costly downstream adjustments.
PRESCO can help your team validate your deep draw part design, reduce process risk, and move confidently from design to prototyping to production.
Please reach out to get started on your next deep draw stamping project!